沈阳激光切割厂-康平激光切割厂-康平激光切割哪家好
【产品详情】沈阳激光切割厂-康平激光切割厂-康平激光切割哪家好
查看该公司全部产品>>沈阳激光切割厂-康平激光切割厂-康平激光切割哪家好
嘉诚金属制品提供的激光切割一直以免费测量设计为服务特色,始终坚持注重细节,做好每一个工程。
公司聚集了一批机械五金加工行业精英。嘉诚金属制品人定期分享经验力求做到精益求精,实践中各部门合理配合将激光切割一次做到位。实现“责任、诚信、创新、品质、服务”企业的价值,诚信的服务,竭诚与广大需求群体共同创造辉煌的未来。
沈阳激光切割厂-康平激光切割厂-康平激光切割哪家好。 辽宁嘉诚金属制品有限公司坐落于红旗台石材城2号门对面,是一家可靠提供激光切割的有限责任公司。自2022-05-16起,凭借有着丰富经验的团队,在激光切割领域中取得了优异的成绩。公司涉及行业多种。经过多年的努力,已为不计其数的需求群体提供了服务,在沈阳市机械五金加工行业中属于佼佼者。

激光切割与其他热切割方法相比较,总的特点是切割速度快、质量高。具体概括为如下几个方面。
⑴ 切割质量好
由于激光光斑小、能量密度高、切割速度快,因此激光切割能够获得较好的切割质量。
⑵ 切割效率高由于激光的传输特性,激光切割机上一般配有多台数控工作台,整个切割过程可以全部实现数控。操作时,只需改变数控程序,就可适用不同形状零件的切割,既可进行二维切割,又可实现三维切割。
⑶ 切割速度快
用功率为1200W的激光切割2mm厚的低碳钢板,切割速度可达600cm/min;切割5mm厚的聚丙烯树脂板,切割速度可达1200cm/min。材料在激光切割时不需要装夹固定,既可节省工装夹具,又节省了上、下料的辅助时间。
⑷ 非接触式切割
激光切割时割炬与工件无接触,不存在工具的磨损。加工不同形状的零件,不需要更换“刀具”,只需改变激光器的输出参数。激光切割过程噪声低,振动小,。
⑸ 切割材料的种类多
与氧乙炔切割和等离子切割比较,激光切割材料的种类多,包括金属、非金属、金属基和非金属基复合材料、皮革、木材及纤维等。但是对于不同的材料,由于自身的热物理性能及对激光的吸收率不同,表现出不同的激光切割适应性。采用CO2激光器,各种材料的激光切割性能见表2。
⑹ 缺点激光切割由于受激光器功率和设备体积的限制,激光切割只能切割中、小厚度的板材和管材,而且随着工件厚度的增加,切割速度明显下降。
沈阳激光切割厂-康平激光切割厂-康平激光切割哪家好。
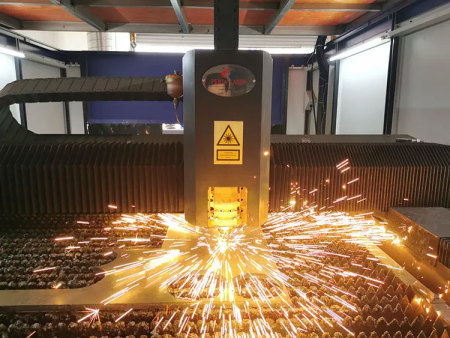
利用高功率密度激光束照射被切割材料,使材料很快被加热至汽化温度,蒸发形成孔洞,随着光束对材料的移动,孔洞连续形成宽度很窄的(如0.1mm左右)切缝,完成对材料的切割。激光切割是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。激光切割属于热切割方法之一。
适应性和灵活性
与其它常规加工方法相比,激光切割具有更大的适应性。首先,与其他热切割方法相比,同样作为热切割过程,别的方法不能象激光束那样作用于一个极小的区域,结果导致切口宽、热影响区大和明显的工件变形。激光能切割非金属,而其它热切割方法则不能。
一般来说,激光切割质量可以由以下6个标准来衡量。
⒈切割表面粗糙度Rz
⒉切口挂渣尺寸
⒊切边垂直度和斜度u
⒋切割边缘圆角尺寸r
⒌条纹后拖量n
⒍平面度F
国外除上述应用外,还在不断扩展其应用领域。
⑴采用三维激光切割系统或配置工业机器人,切割空间曲线,开发各种三维切割软件,以加快从画图到切割零件的过程。
⑵为了提高生产效率,研究开发各种专用切割系统,材料输送系统,直线电机驱动系统等,如今切割系统的切割速度已超过100m/min。
⑶为扩展工程机械、造船工业等的应用,切割低碳钢厚度已超过30mm,并特别注意研究用氮气切割低碳钢的工艺技术,以提高切割厚板的切口质量。因此在中国扩大CO2激光切割的工业应用领域,解决新的应用中一些技术难题仍然是工程技术人员的重要课题。
切割程序
1、交点位置的检出。激光切割前需先根据材质调整光束焦点在工件上的位置,由于激光束,特别是CO2气体激光,一般肉眼看不到,可采用楔形丙烯块检测出焦点位置,然后调节割炬的高度,使焦点处于设定位置。
2、穿孔操作要点。世纪切割加工时,有的零件从板材的内部开始切割,这就要先在板材上打孔。一种方法是采用连续激光,在薄板上穿孔,可以用正常的辅助气体压力,光束照射0.2~1s就能贯穿工件,然后即可转入切割。当工件厚度较大(如板厚为2~4mm)时,采用正常的气体压力穿孔,在工件表面上会形成尺寸比较大的溶坑。不但影响切割质量,而且熔融物质溅出可能损坏透镜或喷嘴。此时宜适当增大辅助气体的压力,同事略微增大喷嘴的孔径与工件的距离。这种方法的缺点是气体流量增加并使切割速度降低。
3、防止工件锐角转折处的烧熔。用连续激光切割带有锐角零件时,如切割参数匹配或操作不当,在锐角的转折处很容易发生自烧熔,不能形成转角处的尖角。这不仅使该部位的质量变差,而且还会影响随后的切割。解决这一问题的方法是选择适宜的切割参数,而采用脉冲激光切割时不存在锐角转折处的烧熔问题。
辽宁嘉诚金属制品有限公司坐落于红旗台石材城2号门对面,自2022-05-16成立以来,秉承至诚服务,追求的服务宗旨,全力跟随客户需求,不断进行服务创新和改进,期待与您取得洽谈。我坚信我们的激光切割能给您带来很好的用户体验,满足需求群体的更高要求,真诚欢迎与我们进行联系。
我们还有康平激光切割哪家好,沈阳激光切割厂,康平激光切割厂,激光切割等信息等您咨询了解,欢迎致电联系我们
温馨提示: 以上是关于沈阳激光切割厂-康平激光切割厂-康平激光切割哪家好的详细介绍, 产品由辽宁嘉诚金属制品有限公司为您提供,如果您对辽宁嘉诚金属制品有限公司产品信息感兴趣可以 联系供应商 或者让供应商 辽宁嘉诚金属制品有限公司 主动联系您,您也可以查看更多与 沈阳激光切割厂相关的产品!
- 沈阳激光切割厂-康平激光切割厂-康平激光切割哪家好 相关产品信息:
- 沈阳铜镀锌 沈阳铜镀锌价格 沈阳铆焊加工 沈阳铸钢厂 汽车铸件行业 沈阳汽车铸件 汽车铸件 辽宁汽车铸件 沈阳铝单板切割 铝单板切割厂家 营口铆焊加工 辽宁铆焊加工 浑南钣金加工厂 辽宁钣金加工 抚顺钣金加工定制 铝镀锡价位 大连钣金加工公司 盘锦铝单板切割 丹东铝单板切割工艺 沈阳钣金加工工艺
- 沈阳激光切割厂-康平激光切割厂-康平激光切割哪家好 相关热搜产品信息:
- 工厂食堂承包 医院食堂承包 二手缝纫设备 餐饮服务 餐饮管理 餐饮服务 冷链配送 动力换挡变速箱 正餐服务 单位食堂承包 医疗脚轮 单位接待 电池设备零件 单位食堂承包 小红书运营 餐饮服务 团餐配送 团餐配送 工地食堂承包 一体化容器气浮机 食堂托管 食堂承包 二手针车 食堂承包 食堂承包 食堂承包 食材配送 液力变矩器 食堂承包 食堂承包 工业脚轮 政务接待 洗地机扫地机 食堂承包 AI工具 食堂承包 食堂承包 食堂承包 食堂承包 工业废水处理设备